Spawanie kabla światłowodowego.
Łączenie światłowodów metodą spawania jest sposobem najlepszym choćby ze względu na trwałość połączeń, brak reflektancji, niskie tłumienie i małe koszty materiałów. Nie jest je jednak przeprowadzić wcale łatwo. Wymagana jest znaczna wprawa i doświadczenie spawającego, oraz niezbędne są narzędzia i urządzenia kosztujące łącznie ponad 100 tyś złotych.Przedstawię jak przebiega proces zakańczania kabla światłowodowego kanałowego na przełącznicy 19" w budynku. Jako przykład posłuży kabel 12J z centralną tubą i zabezpieczeniem włóknem szklanym przeciw gryzoniom.
Oczywiście w zależności od zastosowanej przełącznicy, kasety, narzędzi i spawarki poszczególne czynności mogą wyglądać nieco inaczej.
Należy dysponować dość długim wolnym odcinkiem kabla tak aby można było w przełącznicy zostawić zapas włókien i tuby a całą pracę wykonywać wygodnie na stoliku.

Narzędzia do obróbki kabli kupuje się najczęściej skompletowane i przechowuje w oddzielnej walizce.

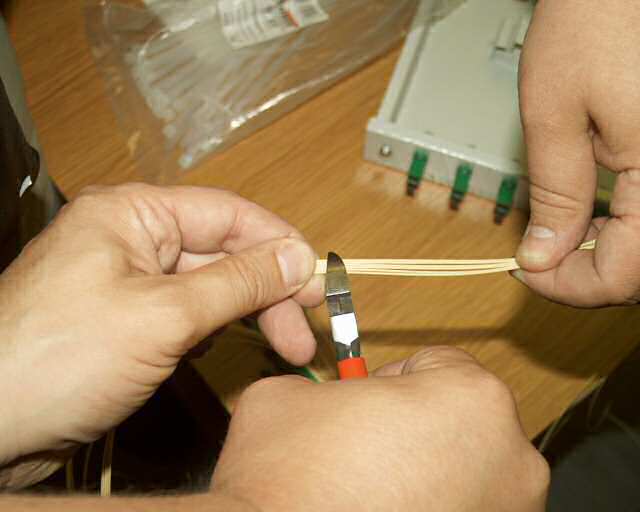
Zaczynamy od usunięcia zewnętrznego czarnego płaszcza kabla. Przy pomocy odpowiedniego narzędzia nacinamy kabel dookoła w odległości ok.. 1,5m od końca.

Następnie wykonujemy 2 nacięcia naprzeciw siebie wzdłuż kabla.

Rozchylamy połówki płaszcza i rozrywamy go usuwając z kabla. Może pomóc tzw nitka do cięcia płaszcza umieszczona bezpośrednio pod nim w procesie produkcji.

Następnie usuwamy włókna szklane (powłoka przeciw gryzoniowa), kewlarowe (element nośny), taśmy i sznurki
przeciwwilgociowe i wzmacniające. Pozostaje nam jedynie tuba z włóknami wypełniona żelem.
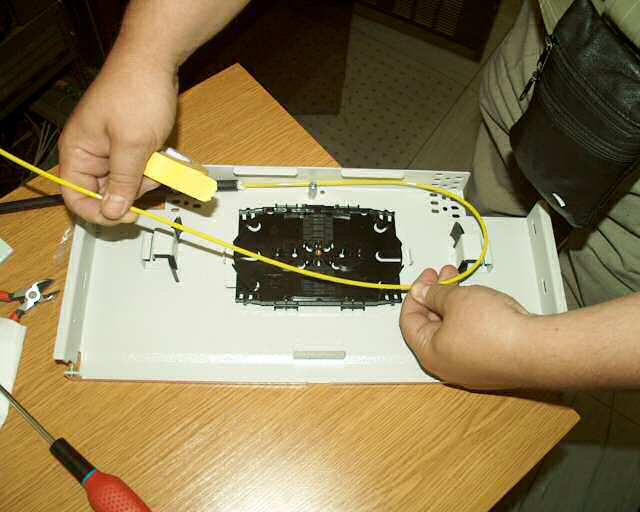
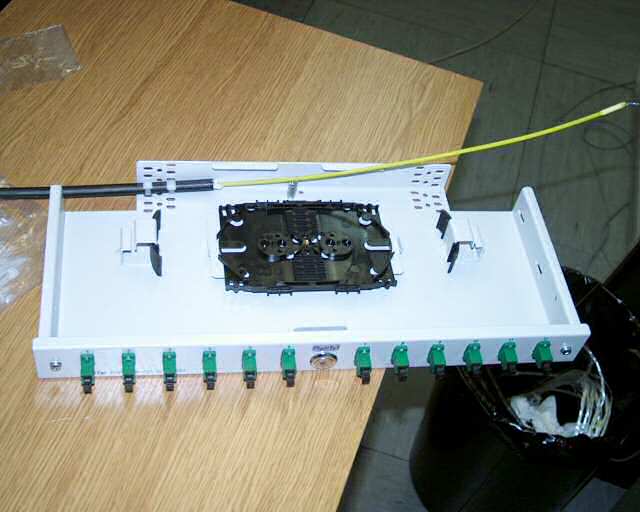
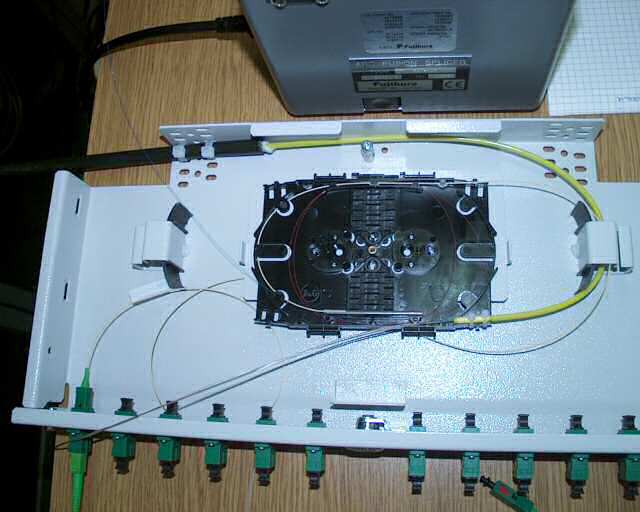
Przygotowujemy przełącznicę. Należy ją wypakować, rozkręcić, otworzyć i przykręcić kasetę spawów

Odmierzamy jaki kawałek tuby powinien pozostać na włóknach.
Tubę centralną nacinamy specjalnym narzędziem dookoła co kilkanaście centymetrów.
Łamiemy, tak by nie uszkodzić włókien i ściągamy z włókien.
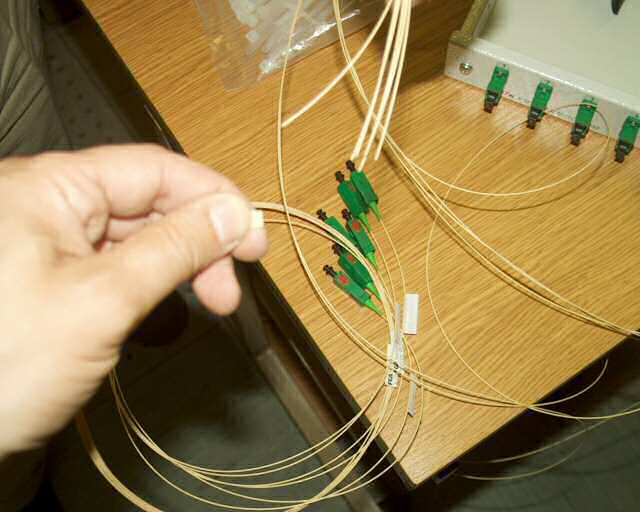
Powinno zostać nam kilkadziesiąt centymetrów włókien pokrytych tubą (od miejsca mocowania kabla do kasety), i ok. 1m gołych włókien.
Włókna czyścimy z żelu przy pomocy bibuły namoczonej w spirytusie.



Montujemy elementy centrujące w przełącznicy. Niekiedy przykręca się je śrubkami.
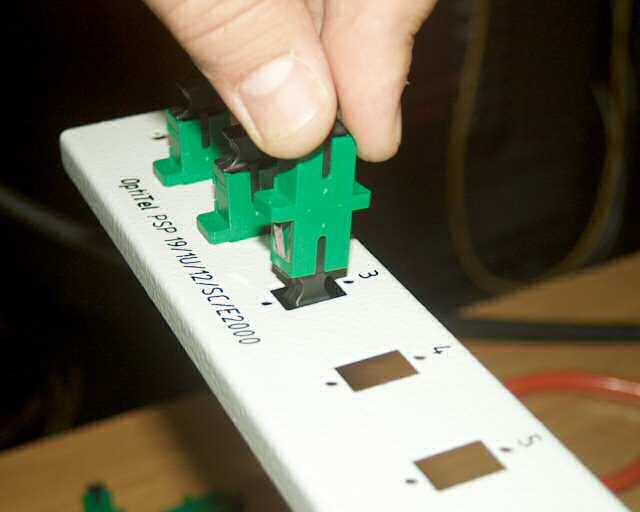
Należy zwrócić uwagę aby klucze wszystkich elementów centrujących zwrócone były w tę samą stronę.

Paskami zaciskowymi przytwierdzamy kabel do przełącznicy.
Przycinamy na odpowiedni wymiar pigtaile (zwykle mają ok. 2 m i trudno je pomieścić w przełącznicy).
Numerujemy wtyczki.
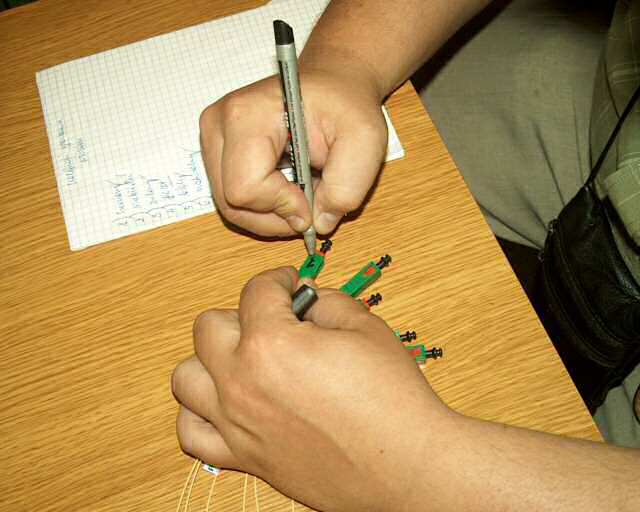
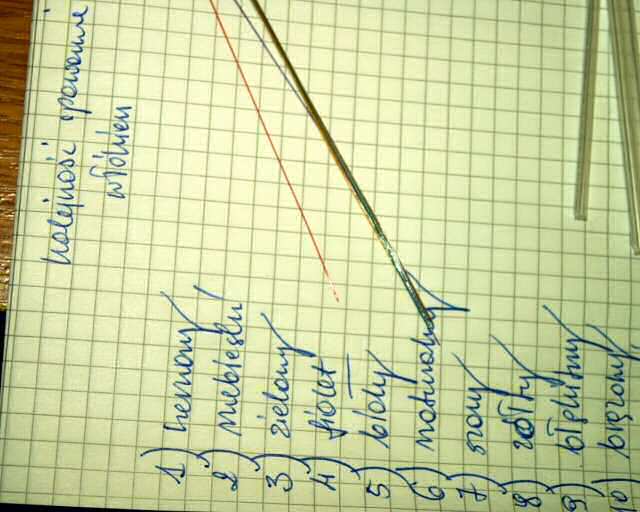
Na podstawie dokumentacji powykonawczej lub katalogu ustalamy jak kodowane są kolorami numery włókien w kablu.
Wyjmujemy termokurczliwe osłonki spawów.
Nóż do cięcia włókien.

Narzędzia do usuwania ścisłej tuby i pokrycia pierwotnego z włókien.

Podłączamy i uruchamiamy spawarkę.

Centralną tubę mocujemy paskami zaciskowymi do kasety spawów.
Przygotowujemy włókna do spawania.
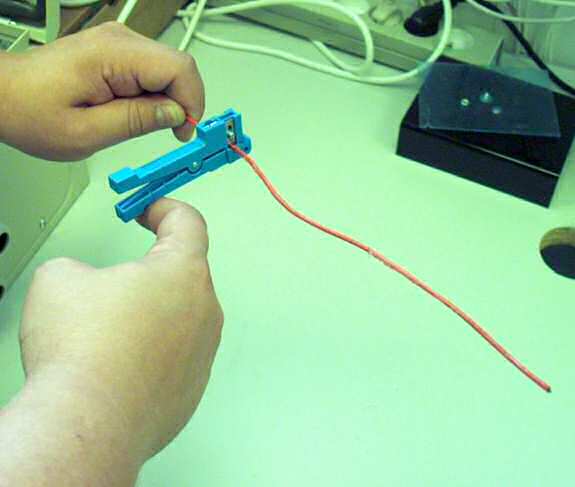
Pigtaile są pokryte ścisłą tubą, którą należy najpierw usunąć.


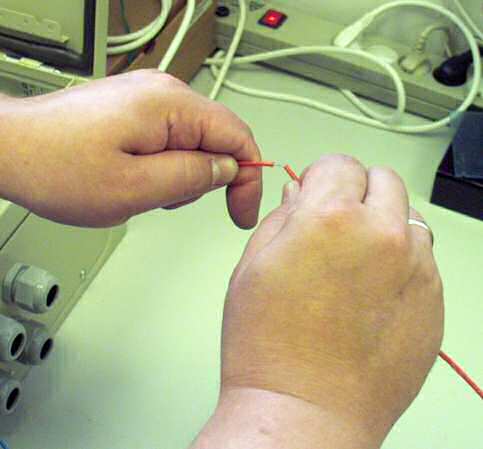
Pod ścisłą tubą włókna chronione są przez pokrycie pierwotne. Usuwamy je specjalnym narzędziem.

Gołe włókna czyścimy bibułką namoczoną w spirytusie.
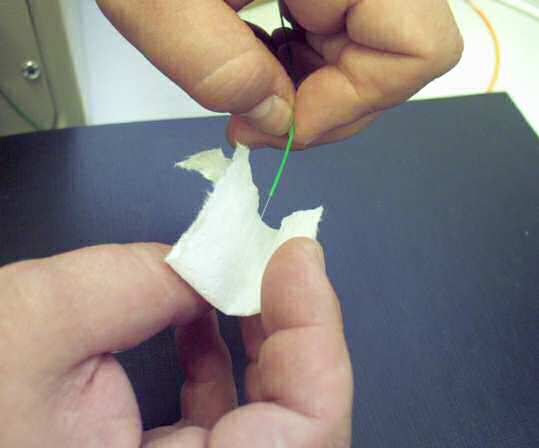
Przydatny jest mały dozownik do spirytusu.


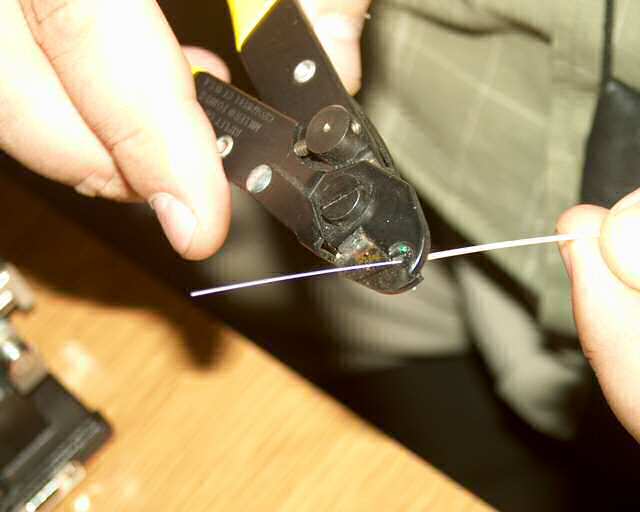
Oczyszczone włókno umieszczamy w nożu.
Zamykamy klapki.
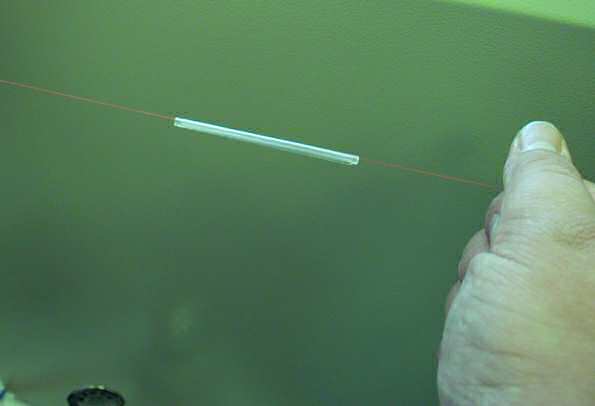
Nacinamy włókno przepychając pod nim ostrze.


Przyciskamy dźwigienkę aby włókno przełamać.

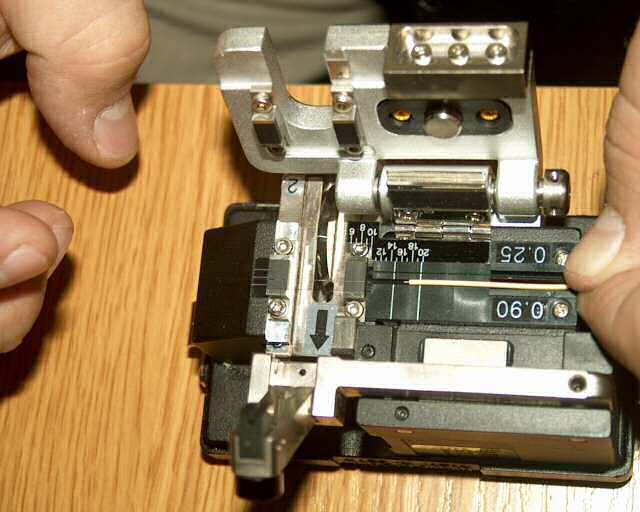
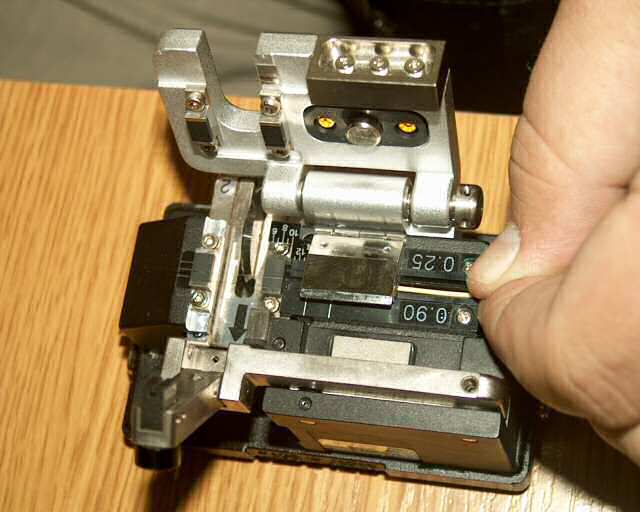
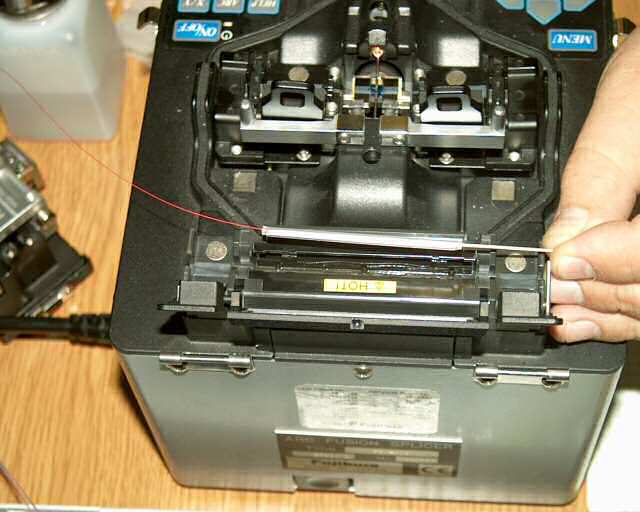
Przycięte włókno umieszczamy w V-rowku spawarki przed elektrodami. Należy uważać aby czołem włókna do niczego nie dotknąć.

I zamykamy uchwyt.

Włókno z kabla chronione jest przez pokrycie pierwotne. Przed jego przygotowaniem zakładamy termokurczliwą osłonkę spawu.
Następnie usuwamy pokrycie pierwotne, czyścimy spirytusem, przycinamy i umieszczamy w spawarce.

Zamykamy pokrywę spawarki i wciskamy guzik rozpoczynający spawanie.

Proces spawania przebiega automatycznie. Możemy obserwować go na ekranie spawarki. Najpierw sprawdzane jest czy włókna są czyste i czy zostały poprawnie przycięte.

Jeśli coś jest nie poprawnie wykonane spawarka informuje nas odpowiednim komunikatem i należy zwykle poprawić położenie włókien w spawarce lub powtórzyć przygotowanie włókna do spawania.

Jeśli wszystko jest O.K. spawarka spawa włókna łukiem elektrycznym.

Następnie szacuje tłumienie spawu na podstawie jego geometrii.

Otwieramy spawarkę i jeśli wszystko było O.K. na spaw nasuwamy termokurczliwą osłonę spawu i umieszczamy w piecyku. Piecyk włączamy guzikiem, wyłączy się automatycznie i zapiszczy. Jeśli komunikat po zakończeniu spawania informuje nas o błędzie, lub szacowane tłumienie jest większe niż 0,02 dB, lub spaw jest niesymetryczny, zawiera plamy lub soczewki łamiemy spaw i zaczynamy od ponownego przygotowania włókien do spawania.
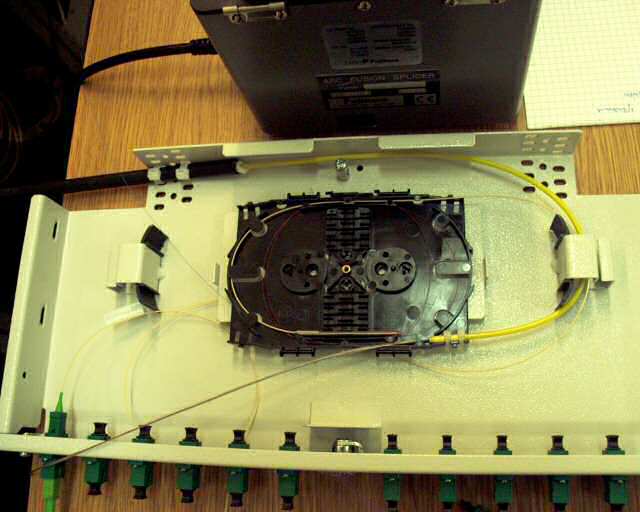
Po obkurczeniu osłonki spawu pozostawiamy go do ostygnięcia i zimny układamy w uchwycie kasety. Włókna zwijamy w kasecie z zachowaniem minimalnych promieni gięcia. Wtyczkę pigtaila wkładamy w odpowiedni (zgodnie z numeracją i kodem kolorowym)element centrujący przełącznicy.
Tłumienie spawu kontrolujemy reflektometrem z rozbiegówką.

Przygotowanie do spawania, spawanie, układanie i pomiar powtarzamy dla wszystkich włókien. Wiązkę wchodzących do kasety pigtaili mocujemy paskami zaciskowymi.
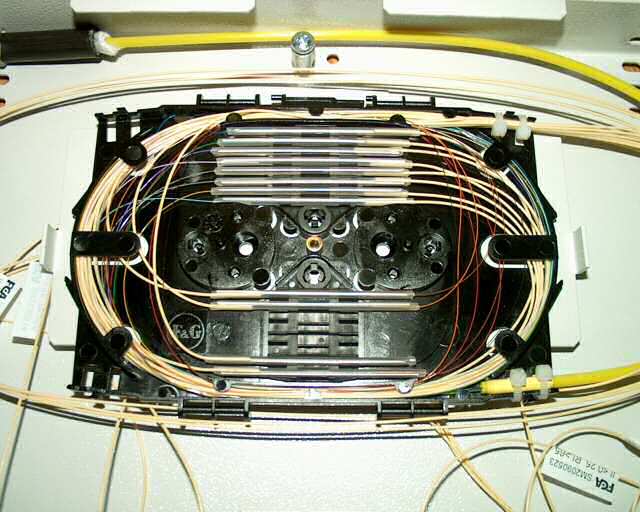
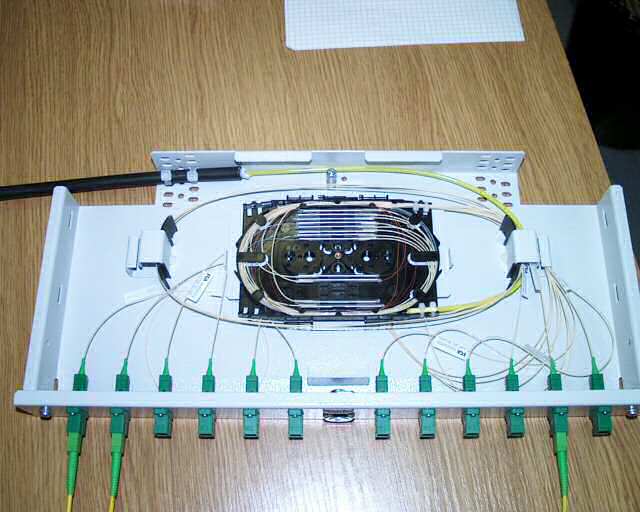
Zamykamy kasetę.
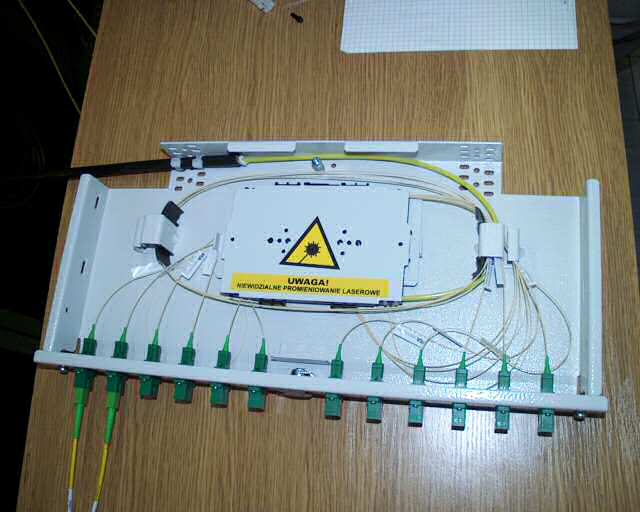
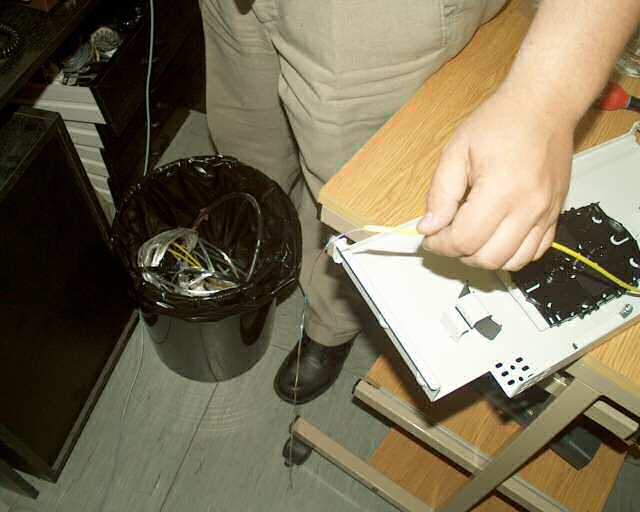
Montujemy przełącznicę w stojaku. Zapas kabla wycofujemy do skrzynki lub stelaża zapasu. Wykonujemy pomiary końcowe włókien reflektometrem z dwu stron oraz pomiary miernikami tłumienia metodą transmisyjną. Opisujemy przełącznicę (numer kabla, relacje...) i możemy podłączyć urządzenia.

Jak widać z przedstawionego opisu cały proces jest dość czasochłonny.